密碼找回
賬號(hào)找回
刪除信息
常見問題
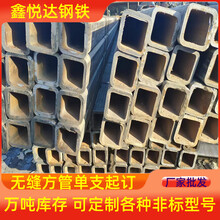
宣城方通管玻璃幕墻用q235b冷拔方管壁厚均勻
和平碳鋼方管工程建筑用16mn方通管冷拔工藝
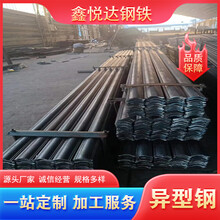
湖北55×75鍍鋅八字管玻璃卡槽用55×75鍍鋅八字管加工切割
陽泉鐵藝扶手扁鋼鑫悅達(dá)A3一支多少錢
2年
微信在線
18963513079 562300755
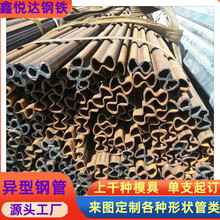
衢州薄壁六角管農(nóng)機(jī)耕犁車架用薄壁六角管廠家電話
¥4150
克孜勒蘇柯爾克孜方矩管建筑工程用16mn厚壁方管高強(qiáng)度耐低溫
¥4000
40×90鍍鋅鴨蛋圓管汽車駕駛室用鴨蛋圓管
¥4050
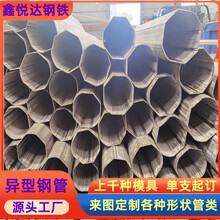
資陽70×70鍍鋅六角管道路護(hù)欄扶手用70×70鍍鋅六角管廠家
黔西南大口徑八角管護(hù)欄橫梁用大口徑八角管廠家聯(lián)系方式
桐城鍍鋅方管機(jī)械工業(yè)用45#精拔方管鋼材一站式服務(wù)